
新聞中心
NEWS CENTER
水泥磨細度跑粗原因及處理措施
- 分類:知識解答
- 作者:嵩基新材
- 來源:嵩基新材料
- 發布時間:2022-07-24
- 訪問量:
【概要描述】1 存在問題
某公司有2條ф4.2m×13m三倉開流磨,磨內通風由磨尾除塵器排風機控制風量。該生產線生產P·C32.5和P·O42.5兩個品種水泥,主要控制指標:45μm篩余≤11%,比表面積(360+10)m2/kg。2015年2月B線大修后,生產P·C 32.5水泥的臺時產量由原先的160t/h逐漸降為130t/h左右,出磨水泥比表面積由360m2/kg下降到310m2/kg左右,45μm篩余為13%左右,細度總體偏粗。為了降低篩余值,提高比表面積,不得不降低產量,提高料耗,嚴重影響了水泥的產質量。
2 問題分析及解決措施
2.1 一倉研磨能力低
分析停磨后一倉45μm篩余曲線,見圖1。
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ??圖1 停磨后水泥磨內45μm篩余曲線
可知該水泥磨一倉篩余值下降不明顯,粉磨效率低。進磨后觀察開縫形式為放射型,實測水泥磨一倉篦板厚度為60mm,篦板一倉面篦縫僅為6mm。
經計算一倉篦板開孔率不到5%(達不到有效開孔率7%~9%的工藝要求),且隔倉板篩板實心部分面積較多,導致有效通孔率較小。
另隔倉板架結構不合理,過料空間過小,影響篩板的有效通孔率。隔倉板過料能力主要與物料流速及篦板或篩板通孔面積有關,磨內物料在磨機轉動時運用研磨體的運動和風的作用將磨細物料及時排出磨外。
如果隔倉板開孔率低,進磨物料過多,致使磨內通風和物料流速不可控,即物料流速過慢,中心圈則通風速度過快,導致一倉過粉磨現象嚴重,而中心圈通風則帶走大量未經充分研磨的物料。技改措施:使用氣割將篦縫由6mm擴大到10mm,開孔率增大到7.1%,基本滿足使用要求,盡可能使磨內通風和物料流速實現均衡、穩流、可控,達到平衡粉磨,提高效率。
另外隨著輥壓機的應用,大型磨機一倉的破碎作用漸漸轉化為研磨能力,添加的研磨體直徑也逐漸小型化,該結構形式的出料篦板在實際生產過程中出現不同程度的篦板堵塞、排料、通風不暢和中心風速過快,細度跑粗等不良現象。
如果清篦板則磨內工作環境惡劣(溫度高、粉塵多),工人勞動強度大,并且維持時間不長;如果不清則磨內工況持續惡化,粉磨效率下降,水泥電耗上升。技術人員建議采購自清式防堵塞出料篦板,并且開孔率要到達集團技術中心提出的11%的要求。
2.2 球磨機磨頭進料沖料
該磨機進料口為錐筒進料結構,即由傾斜料筒直接深入隨磨機旋轉的進料筒內并貼近磨頭起始端邊緣,物料在自上而下的慣性沖擊和磨機通風的雙重作用下,使入磨部分物料形成料流沖擊現象,不能從磨機一倉的起始端充分得到研磨體的沖擊、研磨,無形之中削減了磨機一倉有效長度。
觀察從磨機內部前端物料的存料量,沖擊距離約為0.7m,此現象造成了磨機粉磨效率下降和研磨體相對物料捕捉能力下降。結合螺旋筒進料的原理在錐筒鑄鋼襯板上焊接了18組導流螺旋葉片,螺旋角約為35°,在螺旋葉片小端焊接一個環形擋料圈。
這樣從進料管掉入錐筒的物料在擋料圈和螺旋葉片的共同作用下被迅速推入磨內,有效解決了磨頭進料時的沖料現象,使得入磨物料從磨頭的起始端充分得到研磨體有效的沖擊和研磨,充分發揮磨機一倉的有效長度,同時避免物料積聚而導致的磨頭漏料。
這種將錐筒進料與螺旋筒進料兩種原理相結合的方法取得了良好效果。
2.3?V型選粉機選粉效果差
現場檢測提升機入V選兩通道溜子磨損嚴重,很多地方已經磨漏,達不到均勻布料效果。V選組風板開度大,循環風機轉速低(400~450r/min),選粉區域偏上。隨后修補入V選溜子,并在溜子直段處增加擋料板,使進V選物料盡可能布料均勻。并關閉V選第一、二組擋風板,將第三組擋風板開度1/2,使選粉區域下移,提高選粉效果。并適當提高循環風機轉速,提高入磨物料細度。
2.4 混合材品種的影響
水泥磨停磨后入磨觀察,磨內球鍛有輕微的包球包鍛現象,水泥隔倉板篦縫糊堵較為嚴重。這是因為將原先的檸檬酸渣換為成本較低的脫硫石膏,加大了火山灰的用量,火山灰在廠內露天存放,加之氣候潮濕,水分較大。
錐形進料結構處通風不暢,造成磨內水分較大且磨內溫度較高。建議以后生產中在不影響產品質量的情況下適當增加助磨劑用量,加大粉煤灰配比“洗磨”,清除包球包鍛現象.增加研磨體的研磨能力。
3 技改效果
本次細度跑粗的主要原因是水泥磨篦板開孔率不夠,造成中心圈風速過快,一倉水泥過粉磨。另外入磨細度、混合材的種類同樣對水泥磨的產質量產生重要影響,同時加強磨內通風,采用磨體淋水降低水泥磨內溫度,減輕水泥磨內包球包鍛情況,提高研磨體粉磨效率。
改造后的45μm篩余達到11%左右,生產P·C32.5水泥和P·O42.5水泥的臺時產量分別達到175t/h和148t/h。總之穩定工藝是控制的根本原則,生產線的每個細節都關系到水泥磨的產品質量。
水泥磨細度跑粗原因及處理措施
【概要描述】1 存在問題
某公司有2條ф4.2m×13m三倉開流磨,磨內通風由磨尾除塵器排風機控制風量。該生產線生產P·C32.5和P·O42.5兩個品種水泥,主要控制指標:45μm篩余≤11%,比表面積(360+10)m2/kg。2015年2月B線大修后,生產P·C 32.5水泥的臺時產量由原先的160t/h逐漸降為130t/h左右,出磨水泥比表面積由360m2/kg下降到310m2/kg左右,45μm篩余為13%左右,細度總體偏粗。為了降低篩余值,提高比表面積,不得不降低產量,提高料耗,嚴重影響了水泥的產質量。
2 問題分析及解決措施
2.1 一倉研磨能力低
分析停磨后一倉45μm篩余曲線,見圖1。
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ??圖1 停磨后水泥磨內45μm篩余曲線
可知該水泥磨一倉篩余值下降不明顯,粉磨效率低。進磨后觀察開縫形式為放射型,實測水泥磨一倉篦板厚度為60mm,篦板一倉面篦縫僅為6mm。
經計算一倉篦板開孔率不到5%(達不到有效開孔率7%~9%的工藝要求),且隔倉板篩板實心部分面積較多,導致有效通孔率較小。
另隔倉板架結構不合理,過料空間過小,影響篩板的有效通孔率。隔倉板過料能力主要與物料流速及篦板或篩板通孔面積有關,磨內物料在磨機轉動時運用研磨體的運動和風的作用將磨細物料及時排出磨外。
如果隔倉板開孔率低,進磨物料過多,致使磨內通風和物料流速不可控,即物料流速過慢,中心圈則通風速度過快,導致一倉過粉磨現象嚴重,而中心圈通風則帶走大量未經充分研磨的物料。技改措施:使用氣割將篦縫由6mm擴大到10mm,開孔率增大到7.1%,基本滿足使用要求,盡可能使磨內通風和物料流速實現均衡、穩流、可控,達到平衡粉磨,提高效率。
另外隨著輥壓機的應用,大型磨機一倉的破碎作用漸漸轉化為研磨能力,添加的研磨體直徑也逐漸小型化,該結構形式的出料篦板在實際生產過程中出現不同程度的篦板堵塞、排料、通風不暢和中心風速過快,細度跑粗等不良現象。
如果清篦板則磨內工作環境惡劣(溫度高、粉塵多),工人勞動強度大,并且維持時間不長;如果不清則磨內工況持續惡化,粉磨效率下降,水泥電耗上升。技術人員建議采購自清式防堵塞出料篦板,并且開孔率要到達集團技術中心提出的11%的要求。
2.2 球磨機磨頭進料沖料
該磨機進料口為錐筒進料結構,即由傾斜料筒直接深入隨磨機旋轉的進料筒內并貼近磨頭起始端邊緣,物料在自上而下的慣性沖擊和磨機通風的雙重作用下,使入磨部分物料形成料流沖擊現象,不能從磨機一倉的起始端充分得到研磨體的沖擊、研磨,無形之中削減了磨機一倉有效長度。
觀察從磨機內部前端物料的存料量,沖擊距離約為0.7m,此現象造成了磨機粉磨效率下降和研磨體相對物料捕捉能力下降。結合螺旋筒進料的原理在錐筒鑄鋼襯板上焊接了18組導流螺旋葉片,螺旋角約為35°,在螺旋葉片小端焊接一個環形擋料圈。
這樣從進料管掉入錐筒的物料在擋料圈和螺旋葉片的共同作用下被迅速推入磨內,有效解決了磨頭進料時的沖料現象,使得入磨物料從磨頭的起始端充分得到研磨體有效的沖擊和研磨,充分發揮磨機一倉的有效長度,同時避免物料積聚而導致的磨頭漏料。
這種將錐筒進料與螺旋筒進料兩種原理相結合的方法取得了良好效果。
2.3?V型選粉機選粉效果差
現場檢測提升機入V選兩通道溜子磨損嚴重,很多地方已經磨漏,達不到均勻布料效果。V選組風板開度大,循環風機轉速低(400~450r/min),選粉區域偏上。隨后修補入V選溜子,并在溜子直段處增加擋料板,使進V選物料盡可能布料均勻。并關閉V選第一、二組擋風板,將第三組擋風板開度1/2,使選粉區域下移,提高選粉效果。并適當提高循環風機轉速,提高入磨物料細度。
2.4 混合材品種的影響
水泥磨停磨后入磨觀察,磨內球鍛有輕微的包球包鍛現象,水泥隔倉板篦縫糊堵較為嚴重。這是因為將原先的檸檬酸渣換為成本較低的脫硫石膏,加大了火山灰的用量,火山灰在廠內露天存放,加之氣候潮濕,水分較大。
錐形進料結構處通風不暢,造成磨內水分較大且磨內溫度較高。建議以后生產中在不影響產品質量的情況下適當增加助磨劑用量,加大粉煤灰配比“洗磨”,清除包球包鍛現象.增加研磨體的研磨能力。
3 技改效果
本次細度跑粗的主要原因是水泥磨篦板開孔率不夠,造成中心圈風速過快,一倉水泥過粉磨。另外入磨細度、混合材的種類同樣對水泥磨的產質量產生重要影響,同時加強磨內通風,采用磨體淋水降低水泥磨內溫度,減輕水泥磨內包球包鍛情況,提高研磨體粉磨效率。
改造后的45μm篩余達到11%左右,生產P·C32.5水泥和P·O42.5水泥的臺時產量分別達到175t/h和148t/h。總之穩定工藝是控制的根本原則,生產線的每個細節都關系到水泥磨的產品質量。
- 分類:知識解答
- 作者:嵩基新材
- 來源:嵩基新材料
- 發布時間:2022-07-24 16:25
- 訪問量:
1 存在問題
某公司有2條ф4.2m×13m三倉開流磨,磨內通風由磨尾除塵器排風機控制風量。該生產線生產P·C32.5和P·O42.5兩個品種水泥,主要控制指標:45μm篩余≤11%,比表面積(360+10)m²/kg。2015年2月B線大修后,生產P·C 32.5水泥的臺時產量由原先的160t/h逐漸降為130t/h左右,出磨水泥比表面積由360m²/kg下降到310m²/kg左右,45μm篩余為13%左右,細度總體偏粗。為了降低篩余值,提高比表面積,不得不降低產量,提高料耗,嚴重影響了水泥的產質量。
2.1 一倉研磨能力低
分析停磨后一倉45μm篩余曲線,見圖1。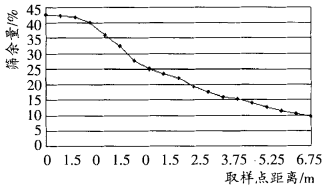
圖1 停磨后水泥磨內45μm篩余曲線
可知該水泥磨一倉篩余值下降不明顯,粉磨效率低。進磨后觀察開縫形式為放射型,實測水泥磨一倉篦板厚度為60mm,篦板一倉面篦縫僅為6mm。
經計算一倉篦板開孔率不到5%(達不到有效開孔率7%~9%的工藝要求),且隔倉板篩板實心部分面積較多,導致有效通孔率較小。
另隔倉板架結構不合理,過料空間過小,影響篩板的有效通孔率。隔倉板過料能力主要與物料流速及篦板或篩板通孔面積有關,磨內物料在磨機轉動時運用研磨體的運動和風的作用將磨細物料及時排出磨外。
如果隔倉板開孔率低,進磨物料過多,致使磨內通風和物料流速不可控,即物料流速過慢,中心圈則通風速度過快,導致一倉過粉磨現象嚴重,而中心圈通風則帶走大量未經充分研磨的物料。技改措施:使用氣割將篦縫由6mm擴大到10mm,開孔率增大到7.1%,基本滿足使用要求,盡可能使磨內通風和物料流速實現均衡、穩流、可控,達到平衡粉磨,提高效率。
另外隨著輥壓機的應用,大型磨機一倉的破碎作用漸漸轉化為研磨能力,添加的研磨體直徑也逐漸小型化,該結構形式的出料篦板在實際生產過程中出現不同程度的篦板堵塞、排料、通風不暢和中心風速過快,細度跑粗等不良現象。
如果清篦板則磨內工作環境惡劣(溫度高、粉塵多),工人勞動強度大,并且維持時間不長;如果不清則磨內工況持續惡化,粉磨效率下降,水泥電耗上升。技術人員建議采購自清式防堵塞出料篦板,并且開孔率要到達集團技術中心提出的11%的要求。
2.2 球磨機磨頭進料沖料
該磨機進料口為錐筒進料結構,即由傾斜料筒直接深入隨磨機旋轉的進料筒內并貼近磨頭起始端邊緣,物料在自上而下的慣性沖擊和磨機通風的雙重作用下,使入磨部分物料形成料流沖擊現象,不能從磨機一倉的起始端充分得到研磨體的沖擊、研磨,無形之中削減了磨機一倉有效長度。
觀察從磨機內部前端物料的存料量,沖擊距離約為0.7m,此現象造成了磨機粉磨效率下降和研磨體相對物料捕捉能力下降。結合螺旋筒進料的原理在錐筒鑄鋼襯板上焊接了18組導流螺旋葉片,螺旋角約為35°,在螺旋葉片小端焊接一個環形擋料圈。
這樣從進料管掉入錐筒的物料在擋料圈和螺旋葉片的共同作用下被迅速推入磨內,有效解決了磨頭進料時的沖料現象,使得入磨物料從磨頭的起始端充分得到研磨體有效的沖擊和研磨,充分發揮磨機一倉的有效長度,同時避免物料積聚而導致的磨頭漏料。
這種將錐筒進料與螺旋筒進料兩種原理相結合的方法取得了良好效果。
2.3 V型選粉機選粉效果差
現場檢測提升機入V選兩通道溜子磨損嚴重,很多地方已經磨漏,達不到均勻布料效果。V選組風板開度大,循環風機轉速低(400~450r/min),選粉區域偏上。隨后修補入V選溜子,并在溜子直段處增加擋料板,使進V選物料盡可能布料均勻。并關閉V選第一、二組擋風板,將第三組擋風板開度1/2,使選粉區域下移,提高選粉效果。并適當提高循環風機轉速,提高入磨物料細度。
2.4 混合材品種的影響
水泥磨停磨后入磨觀察,磨內球鍛有輕微的包球包鍛現象,水泥隔倉板篦縫糊堵較為嚴重。這是因為將原先的檸檬酸渣換為成本較低的脫硫石膏,加大了火山灰的用量,火山灰在廠內露天存放,加之氣候潮濕,水分較大。
錐形進料結構處通風不暢,造成磨內水分較大且磨內溫度較高。建議以后生產中在不影響產品質量的情況下適當增加助磨劑用量,加大粉煤灰配比“洗磨”,清除包球包鍛現象.增加研磨體的研磨能力。
本次細度跑粗的主要原因是水泥磨篦板開孔率不夠,造成中心圈風速過快,一倉水泥過粉磨。另外入磨細度、混合材的種類同樣對水泥磨的產質量產生重要影響,同時加強磨內通風,采用磨體淋水降低水泥磨內溫度,減輕水泥磨內包球包鍛情況,提高研磨體粉磨效率。
改造后的45μm篩余達到11%左右,生產P·C32.5水泥和P·O42.5水泥的臺時產量分別達到175t/h和148t/h。總之穩定工藝是控制的根本原則,生產線的每個細節都關系到水泥磨的產品質量。
掃二維碼用手機看

版權所有 ? 登封市嵩基新材料科技有限公司 豫ICP備20014522號-1 網站建設:中企動力 鄭州
版權所有 ? 登封市嵩基新材料科技有限公司
- 聯系我們
- 在線留言
- 咨詢熱線 13938400677
- 返回頂部